Case Study: Senior Flexonics Saves 95% on New Heat Exchanger Design with ANSYS 3D Simulation Software

 In order to remain competitive on the market, businesses need to be able to develop innovative products, while keeping costs low and efficiency high. Illinois-based Senior Flexonics recently worked with ANSYS, the global leader in 3D simulation software, to accomplish all of these things.
In order to remain competitive on the market, businesses need to be able to develop innovative products, while keeping costs low and efficiency high. Illinois-based Senior Flexonics recently worked with ANSYS, the global leader in 3D simulation software, to accomplish all of these things.
Senior Flexonics is currently developing the next generation of compact liquid/air heat exchangers (HEX) for mobile and industrial applications, including piston-cooling jets for heavy-duty trucks and exhaust gas recirculators (EGRs). The company’s latest design, which requires flexible, longitudinal stainless steel fins within the tubes, is smaller and more lightweight than current coolers, and increases the heat conduction between hot and cold fluids.

Tooling suppliers informed Senior Flexonics that it would take $60,000 and three months of trial and error to validate tooling that could successfully manufacture tubes with fins for the new exchanger, due to the depth of the fins forcing the material to the edge of its formability limits. Tearing in high-stress areas was also a concern, as was predicting a tooling geometry to provide the right final shape. So the company’s engineers decided to design the tool internally, turning to ANSYS, and its explicit simulation LS-DYNA program, for assistance.
“The design is so close to the material limits that the die supplier indicated that the company would not be able to produce a die that could make the fins without tearing the steel,” Richard Mitchell, the Lead Product Marketing Manager for Structures at ANSYS, wrote in a blog post.

The first step in the HEX manufacturing process is to stamp fins into a flat pattern.
Finned tubes can increase the heat transfer between the hot gas in the tubes and the cold water in the shell, but the high height-to-width ratio of the fins makes it hard to stamp, as the strain and stress on the progressive die and the raw stainless steel sheet itself are incredibly high.
Using ANSYS LS-DYNA explicit dynamics software to simulate the stamping allowed the company to identify and fix problems in the original progressive die design, and then choose the right material and validate the process to speed up the prototyping process. Senior Flexonics, which did not know the particular software, quickly learned how to set up the simulation, as it was already familiar with the ANSYS Workbench environment.
The tool design was extracted in CAD software, and once the model, which includes 64,230 nodes and 67,112 elements, was opened in Workbench, engineers used the automatic multizone method to generate finite element mesh. A friction element helped model a strip of material being pulled out of a feed chute, and, as the case study notes, the engineers “wrote a user-defined function to describe a time-dependent sinusoidal displacement function that provides gradual startup and slowdown on each stroke of the die to ensure a stable solution.”

Simulation guided engineers in developing a new progressive die that produces good fins.
The software came up with a solution of four stamping cycles in 38 hours, and results showed that the original tool design would have curled where it needed to be flat, and also that the fin’s root radius was too big. In addition, there was a lot of tearing, which is what suppliers originally feared. To counteract these distortions, Senior Flexonics adjusted the geometry, and also changed the material from 17-4 PH to 316L stainless steel. The simulation showed, after a few iterations, that the new design would limit tearing to an acceptable first fin, and that the tooling could stand up under the stressful forming process.
According to the case study, “Simulation made it possible to obtain appropriate dies on first delivery, which saved tens of thousands of dollars and enabled the company to meet the product launch schedule.”

Compression bending did not properly seal tubes.
Once the company had ordered its prototype tool from a 3D printing service bureau, they then worked to develop a way to form the finned strip into a cylindrical shape, so that it could be placed inside tubes. Simulation results for both compression bending and a tangential wiping system predicted that the ends of the fins would not meet to form a full cylinder, but a simulated rolling process had better results.
The diameter of the rolling die design was lowered at the outlet, so a rolled cylinder could pop out for springback insertion into a tube. Senior Flexonics asked the service bureau to 3D print this part as well.
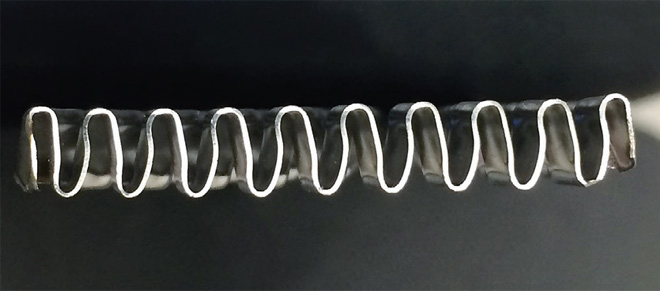
Engineers installed the prototype progressive die in a stamping press and ran a short strip, which produced results that matched ANSYS’ simulation predictions; the rolling die also matched, and can properly seal tubes.
“Without simulation, the chances are that both the progressive die and the rolling die would have required expensive repairs and possibly even rebuilding to resolve the problems that were identified in simulation. Simulation made it possible to obtain appropriate dies on first delivery, which saved tens of thousands of dollars and enabled the company to meet the product development schedule,” the case study explained.
-

- First fins produced on existing tool matched simulation predictions.
-
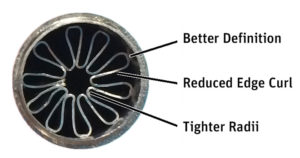
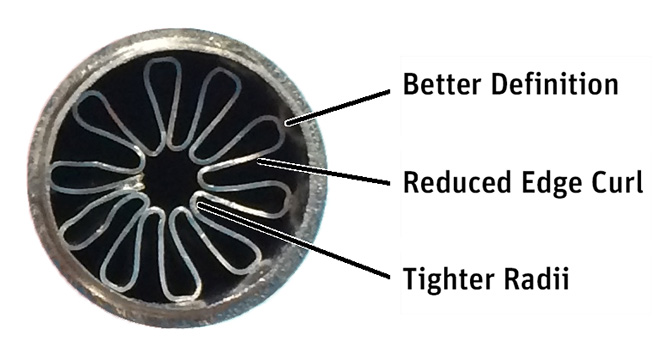
- Second fins produced on optimized 3D printed tool matched revised simulation predictions.
Not only did Senior Flexonics design its progressive die prototype so it worked correctly the first time, but they also received the tooling in just three weeks – 75% less time than the best original supplier quote. In addition, it cost just $3,000, which equals a savings of 95%.
Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
[Images: ANSYS]
Subscribe to Our Email Newsletter
Stay up-to-date on all the latest news from the 3D printing industry and receive information and offers from third party vendors.
You May Also Like
Gorilla Sports GE’s First 3D Printed Titanium Cast
How do you help a gorilla with a broken arm? Sounds like the start of a bad joke a zookeeper might tell, but it’s an actual dilemma recently faced by...
Nylon 3D Printed Parts Made More Functional with Coatings & Colors
Parts 3D printed from polyamide (PA, Nylon) 12 using powder bed fusion (PBF) are a mainstay in the additive manufacturing (AM) industry. While post-finishing processes have improved the porosity of...
$25M to Back Sintavia’s Largest Expansion of Metal 3D Printing Capacity Since 2019
Sintavia, the digital manufacturing company specializing in mission-critical parts for strategic sectors, announced a $25 million investment to increase its production capacity, the largest expansion to its operations since 2019....
Velo3D Initiates Public Offering in a Bid to Strengthen Financial Foundations and Drive Future Growth
Velo3D (NYSE: VLD) has been among a number of publicly traded 3D printing firms that have attempted to weather the current macroeconomic climate. After posting a challenging financial report for 2023,...